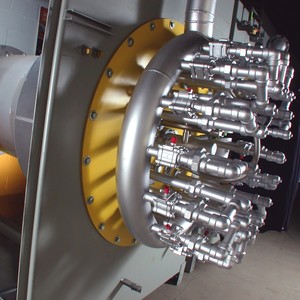
Speciality Burner Systems
- Input Capacity (MBH): Up to 500,000
- Turndown: Up to 20:1
- Emissions (ppm NOx): Uncontrolled, <30, <9
- Mode of Operation: Co-Firing, Single Fuel Firing
- Fuel: Gas, Oil, Comb., Special
- Fuel Ratio Control: Parallel Positioning, Fully Metered
- Environment: Safe, Hazardous, Coastal
- Steam, hot water, industrial drying, and thermal oxidizing applications
- 50 to 400 MMBTU/hr
- Natural gas, refinery gas, hydrogen, landfill, digester gas, tail gas, or other alternative gaseous or liquid fuels
- Available to <9 ppm NOx , <50 ppm CO
- Especially for thermal process
Cleaver-Brooks specializes in the supply of custom-engineered burner systems for the thermal processing industry. Each Natcom® burner system is designed to ensure process applications will perform to the highest possible efficiency and lowest overall emissions.
- Product Overview
- Related Resources
- Applications
- Lower NOx emissions
- Improved efficiency
- Reduced equipment footprint
- Greater flexibility to meet new challenges
The perfect burner solution for industrial drying, air heating, or thermal oxidizing processes. These custom systems feature cutting-edge engineering, system modeling, and testing to ensure the highest performance and lowest emissions in your thermal processing application.
WEBINARS
Improve Boiler Performance by Replacing the Burner →
In this webinar, attendees will learn the benefits of upgrading their boiler with a new state-of-the-art burner to improve boiler efficiency and better match facility needs.
Parallel Positioning and O2 Trim →
Parallel positioning controls help a burner to optimize its fuel-to-air ratio by using dedicated motorized actuators for the fuel and air valves.
CASE STUDY
Boiler Retrofit the Right Solution at Mount Royal University →
Reduce carbon footprint and bring boilers into compliance with local gas code
- Process Steam
- Industrial Process
- Building Heat
- Sterilization
- Humidification
- Waste Heat Recovery
- Chemical
- Power and Utilities
- Refineries and Petrochemical
- Hospital and Healthcare